| Place of Origin: | China |
|---|---|
| Brand Name: | Yushun |
| Certification: | ISO 9001 |
| Model Number: | Customized |
| Minimum Order Quantity: | 1 |
| Price: | Negotiated |
| Packaging Details: | Wooden case packing or nude packing |
| Delivery Time: | 30 days |
| Payment Terms: | T/T, L/C |
| Supply Ability: | 1 set 30 days |
| Name: | 30t/H Capacity Walking Beam Type Reheating Furnace For Steel Product | Specification: | 30t/h |
|---|---|---|---|
| Type: | Hot Rolling Mill | Application: | Steel Rolling Line |
| Raw Material: | Billets | Color: | Customized |
| Size: | Customized | Voltage: | Depending On Production |
| Highlight: | 30t/h walking beam type reheating furnace,30t/h walking beam reheating furnace,iso walking beam type reheating furnace |
||
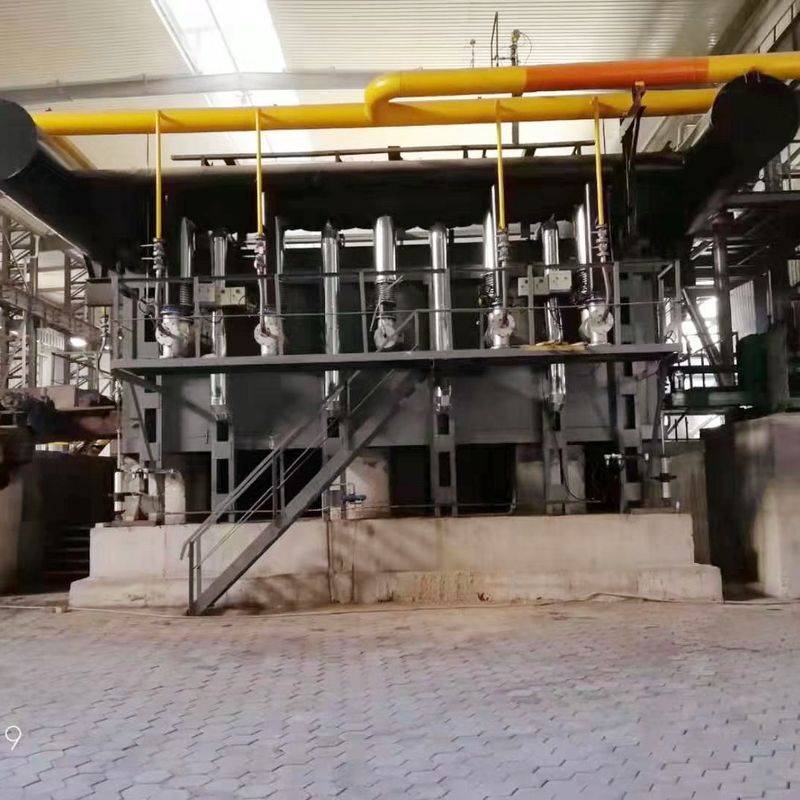
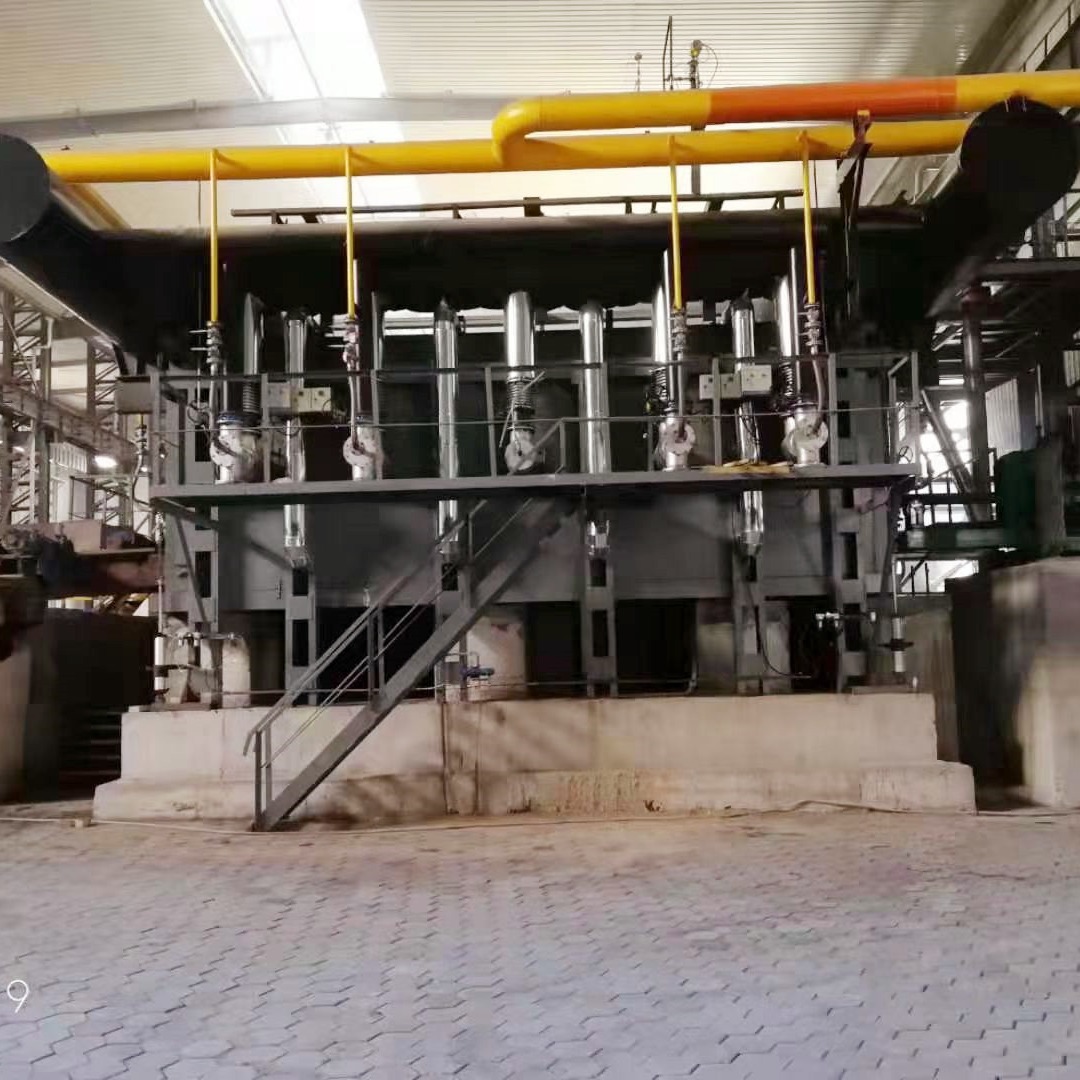
30t/H Capacity Walking Beam Type Reheating Furnace For Steel Product
![]()
Reheating furnace process description
Seamless steel tubes are sent to the reheating furnace according to the predetermined production plan, and the basic data of the steel tubes are input into the computer system of the reheating furnace, and the computer controls and tracks the furnace process.
After the length of the steel tube to be fed into the furnace is measured on the charging roller table outside the furnace (or the length of a batch of materials is manually input), and it is confirmed that there is no material on the charging roller table inside the furnace, the furnace door is opened, the charging roller table outside the furnace and inside the furnace rotates at the same time, and the steel tube is fed into the furnace. The speed and running time of the roller table in the furnace are controlled by the photocell, so that the steel tube into the furnace is accurately positioned on the roller table, and then the furnace door is closed.
The steel pipe positioned on the charging roller is transferred from the charging end to the discharging end by the reciprocating periodic movement of the movable beam. When the steel pipe is sent to the discharge roller, it has been heated to the set temperature according to the predetermined process system. At this time, the discharging furnace door opens, the discharging roller rotates, the steel pipe is transported out into the next process, and the furnace door is closed.
The above process in normal production is by PLC sequence, chain, automatic control, also has semi-automatic and manual functions.
The loading and discharging end is equipped with industrial TV to monitor the loading and discharging area in the furnace.
Manufacturing process of walking beam furnace
The front part of the feeding roller table → weighing → measuring length → positioning of the feeding roller table → opening of the feeding furnace door → hydraulic steel pusher → measuring the billet width → positioning on the billet walking beam → the mechanical equipment (including hydraulic system) of the heating furnace move according to the process design. The billet is heated in the furnace according to the heating process requirements → the billet is positioned through the laser detection point → the steel signal is required → the discharge furnace door rises → the steel is taken by the steel holder → the billet is positioned on the discharge roller → the furnace door is closed → descaling and rolling.
Technical specification of 30t/h walking beam reheating furnace
| No. | Name | Unit | Value |
| 1 | Usage of furnace | Reheating of pierced billet | |
| 2 | Discharging period of pierced billet | piece/min | 2 |
| 3 | Discharging temperature | ℃ | 900~950 |
| 4 | Charging temperature | ℃ | 600~700 |
| 5 | Fuel type | Blast furnace gas:750×4.18KJ/m3 | |
| 6 | Rated unit consumption | m3/t | 200 |
| 7 | Blast furnace gas quantity | m3/h | 6000 |
| 8 | Max. Supply of gas | m3/h | 7200 |
| 9 | Air | m3/h | 5600 |
| 10 | Air preheating temperature | ℃ | 450 |
| 11 | Gas preheating temperature | ℃ | 300 |
| 12 | Stepping period | S | 20 |
| 13 | Step pitch | mm | 200(max) |
| 14 | Lifting | mm | 100+100 |
| 15 | Smoke exhausting type | Mechanical smoke exhausting |
| Condition: | New |
| Type: | Heating furnace |
| Warranty of core components: | 1 Year |
| Core components: | Bearing, Gearbox, Motor, Gear |
| Voltage: | According to the actual condition |
| Power: | Negotiated |
| Dimension(L*W*H) | Customized |
| specification: | 50t/h-200t/h |
| Output: | Negotiated |
| After-sales-Service Provided: | Field installation, commissioning and training, Field maintenance and repair service |
| Applicable industries: | Manufacturing plant, construction works |
| Application: | Steel Industry |
| Color: | Customized |
| Billet size: | Customized |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Packaging Details: Wooden case packing or nude packing
Port: Tianjin
Lead Time:
| Quantity(Sets) | 1-1 | >1 |
| Est.Time(Days) | 30 | To be negotiated |
specification